

行业应用分类
精密蚀刻元件类
SMT激光钢网类

 合作伙伴
合作伙伴











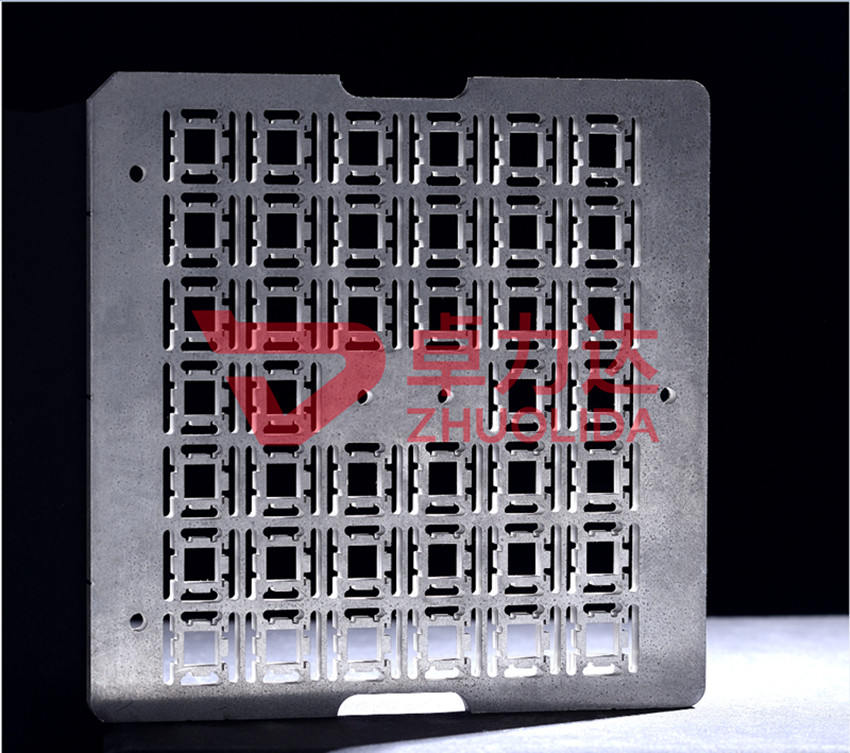
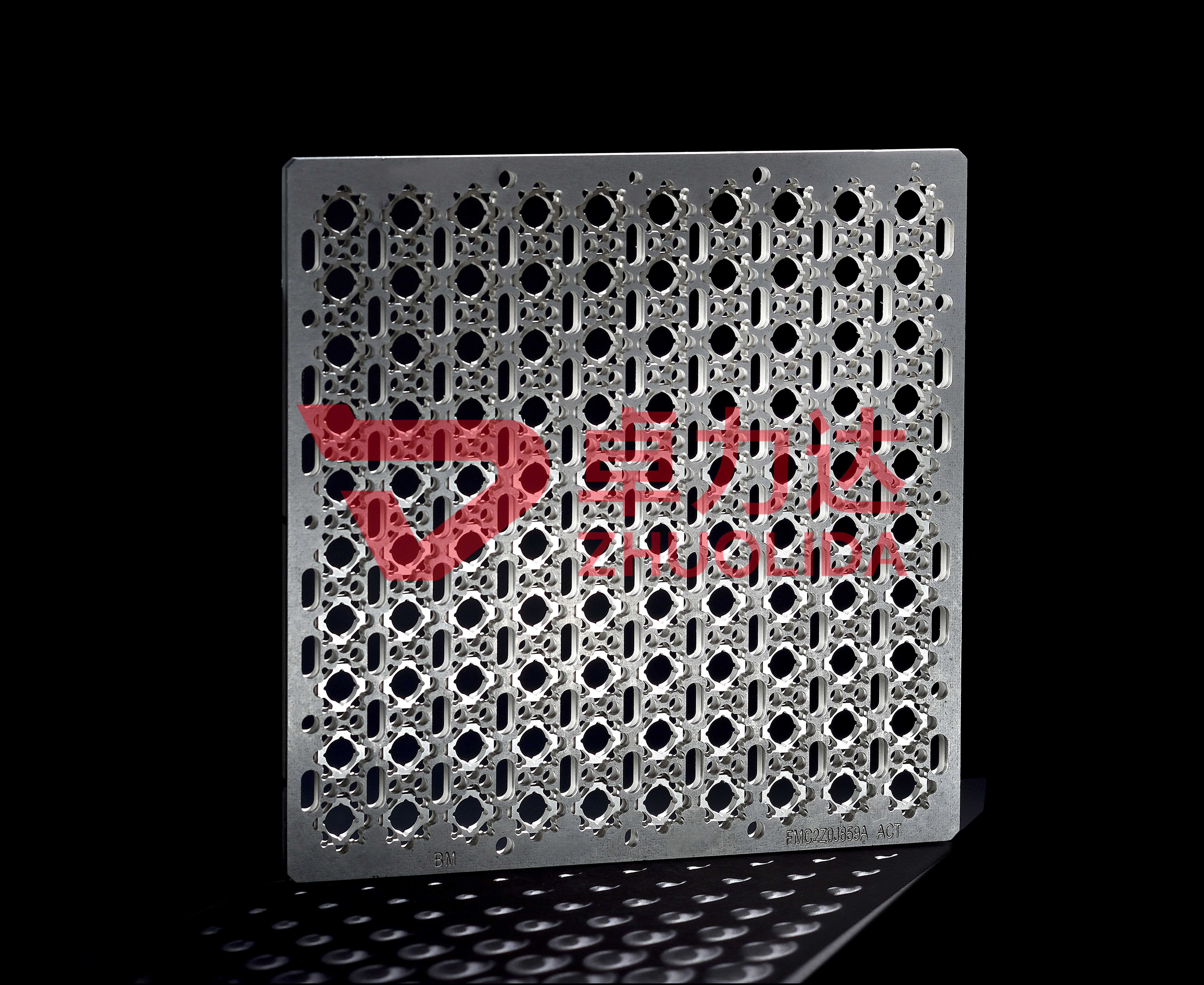
真空扩散焊
| 产品简介: | 真空扩散焊已广泛用于反应堆燃料元件、蜂窝结构板、静电加速管、各种叶片、叶轮、冲模、换热器流道板片、深孔加工、工装治具、镀膜夹具等等电子元件等的制造。 |



- 咨询热线:巫树炎 18912872101
产品详细描述
| 产品介绍 | ||||||||
| 产品名称: | 真空扩散焊 | |||||||
| 产品简介: | 真空扩散焊是一种在真空环境下,通过高温和压力使材料界面原子相互扩散,实现固态连接的先进焊接技术。该技术广泛应用于航空航天、电子、医疗器械等领域,尤其适用于高精度、高强度要求的部件。 | |||||||
| 产品用途: | 扩散焊已广泛用于反应堆燃料元件、蜂窝结构板、静电加速管、各种叶片、叶轮、冲模、换热器流道板片、深孔加工、工装治具、镀膜夹具、电子元件、五金配件、模具冷却等的制造 | |||||||
| 我们的优势 | ||||||||
| 卓力达公司拥有先进的真空扩散焊接设备,生产能力强、焊接产品精度高、品质持续稳定,公司每月可生产各种规格的真空扩散焊产品2吨以上,是国内综合实力较强的真空扩散焊厂家。 | ||||||||
| 截止2025年我们在精密金属蚀刻领域从业20余年,并一直致力于精密金属蚀刻以及真空扩散焊 创新、技术研发 、生产加工和销售,探索出了一系列真空扩散焊产品的技术参数和加工工艺。 | ||||||||
| 公司先后通过ISO9001 质量管理体系认证和ISO140014环境管理体系认证、汽车行业 TS 16949 认证、高新技术企业认证等。卓力达一直注重技术研发,设有专业实验室并外聘和培养了高新技术人才。 | ||||||||
| 扩散焊 可焊接其它方法难以焊接的材料,不论是塑性差或熔点高的同种材料,还是相互不溶解或熔焊时会产生金属间化合物的异种金属材料,都能得到较牢固的焊接,因此在特殊领域的应用非常广泛。 | ||||||||
| 由于打样数量较多,基于成本的压力,本公司所有的真空扩散焊产品都采用付费打样的模式操作,样品费用可以在后续的批量订单中根据协议金额返还给客户,样品交期我司一般控制在3天内,加急24小时出样。 | ||||||||
| 产品特点 | ||||||||
| ① | ② | |||||||
| 焊接接头的强度接近或达到母材的强度,确保连接的可靠性。 适用于高负载和高温环境下的应用 |
无需使用焊料,依靠原子扩散实现连接,避免焊料带来的污染和腐蚀问题,焊接接头纯净,无外来杂质。 | |||||||
| ③ | ④ | |||||||
| 能够实现复杂几何形状和精密部件的焊接。焊接过程中变形小,尺寸精度高。 | 在真空环境下进行,有效防止材料氧化,确保焊接质量。 特别适用于易氧化材料,如钛、锆等。 |
|||||||
南通卓力达是一家从事真空扩散焊的厂家,产品涉及的范围相当广泛
涵盖了航天、医疗、生活、生物工程等各个领域
如有需要真空扩散焊加工请联系我司,卓力达将竭诚为你服务
真空扩散焊|真空扩散焊接|真空扩散焊接厂家|真空扩散焊接技术
咨询热线:施经理18932202211
南通卓力达金属科技有限公司 http://www.zhuolida.cn
地址:南通高新技术产业开发区金川路268号
相关产品
正在载入评论数据...

